
Kontinuierliches, gravimetrisches Dosieren von Schüttgütern (grob stückige, granulierte, fließfähige, spröde und nicht schießende Materialien)
Dosieren mit einer Genauigkeit besser als ±1 % im gesamten Einstellbereich. Hohe Genauigkeits-Anforderungen werden erst ab einem Durchsatz von ca. 100 kg/h erfüllt.
 |
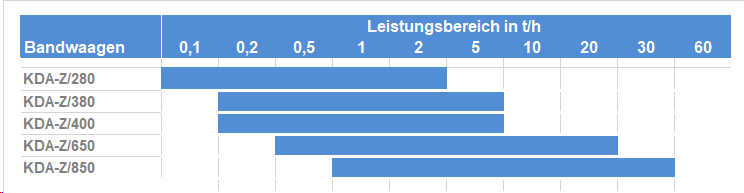
KDA-Z/380 |
Das Produkt wird einem Förderband zugeführt und zur Abwurfstelle gefördert. Der Massenstrom des Produktes wird durch einen DMS- Aufnehmer (über einer definierten Messstrecke) auf dem Band erfasst. Die Regelung erfolgt über die Anpassung der Bandgeschwindigkeit, durch Änderung der Motordrehzahl und wird über den Sollwertvergleich der Dosierleistung umgesetzt. Bandwaagen werden in Dosierbandwaagen und Kontrollbandwaagen unterschieden. Kontroll-Band-Waagen erfassen lediglich den Mengen-Durchsatz. Der Aufbau der Waage ist vergleichbar mit einer Dosierbandwaage, es entfällt die Regelung.
Die ehrliche Antwort auf eine häufig gestellte Frage: eine Bandwaage erreicht im industriellen Dauerbetrieb typischerweise eine Genauigkeit von etwa ±2,5 Prozent auf den Durchsatz. Wer mit deutlich besseren Werten kalkuliert, sollte die Versprechen kritisch prüfen. Auf dem Datenblatt unter Laborbedingungen sind 0,5 oder 1 Prozent durchaus zu lesen — in der Realität einer Produktion, in der Stapler in der Nähe fahren, Vibrationen ins Fundament eingetragen werden und das Fördergut sich nicht jeden Tag identisch verhält, ist das nicht zu halten.
Für Anwendungen, in denen es auf höhere Präzision ankommt, sind Loss-in-Weight-Systeme das genauere Verfahren. Sie erreichen Genauigkeiten besser als 0,5 Prozent, weil sie nicht auf einer Materialauflage und einer Bandgeschwindigkeit beruhen, sondern auf einer direkten, kontinuierlichen Gewichtsverlust-Messung am Vorratsbehälter.
| Verfahren | Typische Genauigkeit | Einsatzbereich |
|---|---|---|
| Loss-in-Weight (LiW) | <0,5 % | Präzisionsdosierung, Rezepturen, mehrkomponentige Mischungen |
| Bandwaage | ~2,5 % | Kontinuierliche Hochleistungs-Durchsatzmessung |
| Pralltafel / Pralltassen | ~3–5 % | Sehr hohe Durchsätze (z. B. Getreide), wo Behälterwiegung nicht praktikabel |
| Coriolis (Flüssigkeiten) | <0,5 % | Flüssigdosierung in Hochleistungs-Prozessen |
–
Welches System das richtige ist, hängt also nicht nur von der gewünschten Genauigkeit ab, sondern auch davon, welche Durchsatzbereiche und welche Materialeigenschaften abgedeckt werden müssen.
Das Prinzip ist mechanisch direkt nachvollziehbar. Auf einem laufenden Förderband liegt eine bestimmte Materialmenge auf — eine Materialauflage mit einer Gewichtskraft, die kontinuierlich gemessen wird. Multipliziert mit der bekannten Bandvorschubgeschwindigkeit ergibt sich daraus der Durchsatz pro Zeiteinheit.
Durchsatz [kg/h] = Materialauflage [kg/m] × Vorschubgeschwindigkeit [m/h]In der Praxis ist die Materialauflage selten exakt gleichmäßig. Damit das Material kontrolliert auf das Band gelangt, wird es typischerweise über ein Wehr — eine Materialschleuse mit Blende — vorgeformt. Seitliche Schutzbleche verhindern, dass Material seitlich vom Band fällt. Trotzdem entstehen durch Materialfeuchtigkeit, Korngröße und Schüttdichte natürliche Schwankungen, die in die Gesamtgenauigkeit eingehen.
Der entscheidende Unterschied liegt in der Direktheit der Messung. Bei einem Loss-in-Weight-System hängt der Materialbehälter direkt auf einer Plattformwaage. Das Gewicht im Behälter sinkt während der Dosierung kontinuierlich — und genau diese Gewichtsabnahme pro Zeiteinheit ist der Massenstrom. Eine Verifikation ist denkbar einfach: Ein bekanntes Prüfgewicht (zum Beispiel 1 kg) wird zusätzlich auf die Plattform gestellt. Der Sollwert muss um genau dieses Kilogramm steigen. Stimmt das, ist die Verwiegung verifiziert. Innerhalb von Sekunden, ohne den Prozess zu unterbrechen.
Bei einer Bandwaage ist diese Inline-Verifikation deutlich aufwendiger. Wenn sich unbemerkt ein Materialklumpen seitlich verkantet hat, eine Wägezelle ein leichtes Drift entwickelt oder das Förderband sich minimal abgenutzt hat, verschiebt sich der Messwert. Festgestellt wird das oft erst, wenn am Ende des Prozesses eine Spezifikation gerissen wird. Die Fehlersuche muss dann rückwärts erfolgen — durch sogenanntes „Auslittern“: kontrollierte Messreihen mit bekannter Materialmenge, um die tatsächliche Abweichung zu quantifizieren.
Das macht Bandwaagen nicht zur falschen Wahl — sie sind das richtige Werkzeug für ihren Anwendungsbereich. Aber es macht klar, warum Loss-in-Weight in der Präzisionsdosierung der Standard ist.
Bandwaagen sind die Lösung, wenn:
In Getreideannahmen, in Schüttgutumschlägen an Häfen und in vielen Bergbauanwendungen sind Bandwaagen das etablierte und richtige System. In der Rezepturdosierung, bei Masterbatch-Dosierungen oder in Lebensmittel-Compoundieranlagen sind Loss-in-Weight-Systeme die bessere Wahl.
Eine Faustregel aus 50 Jahren Praxis: In einem industriellen Prozess, in dem Stapler in der Halle fahren, Türen aufgehen, Temperaturen schwanken und Personal verschiedene Komponenten von Hand nachfüllt, ist eine Dosiergenauigkeit unter 1 Gramm absolut in den allermeisten Fällen weder erreichbar noch sinnvoll. Wer Datenblätter mit Genauigkeitsangaben im Zehntelgrammbereich liest, sollte sehr genau prüfen, unter welchen Bedingungen diese Werte gemessen wurden.
Für die Praxis bedeutet das: Eine Bandwaage mit ±2,5 % Genauigkeit ist nicht „schlechter“ als ein Datenblatt mit ±0,3 %, das nur unter Klimakammerbedingungen gilt. Sie ist nur ehrlich.
Bandwaagen müssen regelmäßig kalibriert werden — anders als Loss-in-Weight-Systeme, bei denen die Verifikation mit einem Prüfgewicht praktisch jederzeit möglich ist. Die Kalibrierung erfolgt typischerweise durch eine Material-Auslitterung: über eine definierte Zeitspanne wird das tatsächlich geförderte Material aufgefangen, gewogen und mit dem angezeigten Durchsatz verglichen. Bei kritischen Anwendungen ist eine wöchentliche oder monatliche Verifikation üblich. Industrie-4.0-Steuerungen mit Frequenzumrichtern bieten heute zusätzlich die Möglichkeit, die Stromaufnahme des Bandantriebs als Hilfsgröße zur Plausibilisierung heranzuziehen — kein Ersatz für die echte Kalibrierung, aber ein gutes Frühwarnsystem.


